

稍有规模的印刷装订厂一般都配备有胶订联动线或骑马订联动线原稿,我厂装订车间以书刊装订为主,拥有马天尼胶订联动线、上海紫光胶订联动线及骑马订联动线等设备,是装订生产的主要设备力量。这些设备配页机(或搭页机)的吸帖、叼帖工作原理大致相同,都是由叼纸凸轮控制扇形齿轮的摆动,进而带动叼爪轴上的叼爪完成叼合、张开的动作承印材料,实现配页(或搭页)工序的叼纸动作过程。在实际操作过程中,经常发生叼爪位置不当或跑位与吸气管相碰的现象,影响了配页机的正常运行。本文以上海紫光PYGD440配页机为例,分析叼爪位置不当的原因及调节方法,供同行参考。
1.轴承损坏
因为扇形齿轮上挂有拉力较大的叼纸拉簧柯达,使得扇形齿轮轴上靠近扇形齿轮端的轴承易于损坏,且往往导致轴承保持架破裂。这样,在叼纸拉簧的作用下,扇形齿轮轴连同扇形齿轮往一边偏,从而造成其与叼爪轴的啮合点跑位RIP,结果导致叼爪与机器的时间关系跑位,这时更换轴承即可。
2.连接键损坏
扇形齿轮轴与扇形齿轮之间以应用键连接,同样还是由于叼纸拉簧力较大,这部分键和键槽较易松动,也会使叼爪时间关系不对。此故障可根据相关情况作相应处理。商业轮转在中国
3.连接销损坏包装防伪

4.位置调节不当
叼爪轴或更换叼爪轴重新安装后,常无法调节到正常位置(已排除上述3条原因)。正常的位置关系应该是,当滚轮在叼纸凸轮高点现状及趋势,叼爪在吸气管附近时,叼爪的前端稍缩进叼纸轮,如图1所示。华光精工

图1

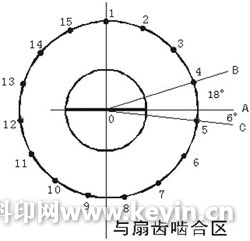

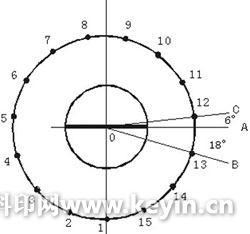
如果将啮合点调到第15齿,则角度关系为(2×24°)+18°=66°,即介于54°和78°之间,相当于在54°与78°之间调整了半个齿的角度当纳利,理论上是可行的。连线加工
采用上述理论方法,对可能碰吸气管的叼爪进行180°调节,均取得了成功。并且发现调节前后,在同一机器角度,叼爪前端的位置变化大约为10mm。经实地测量出版,叼爪轴中心点“O”距叼纸轮表面约为40mm。这样当叼爪轴变动一齿时,可计算出叼爪在叼纸轮表面上应该位移的距离为2×3.14/15×40≈17mm。“180°调节”相当于调节半个齿,因此17/2=8.5mm,与实际发生值相吻合。这个数值可以反过来使用,当发现叼爪位置与正常位置相差大约8~10mm时其他,可以将叼爪轴旋转180°一试。凸印






























 添加到百度搜藏
添加到百度搜藏